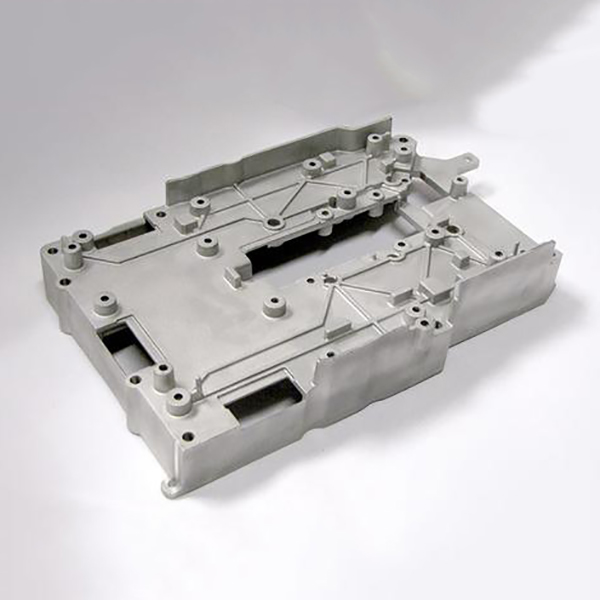
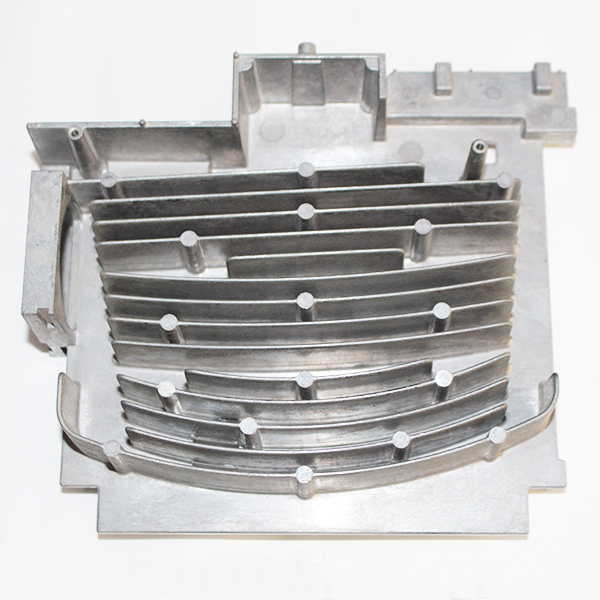
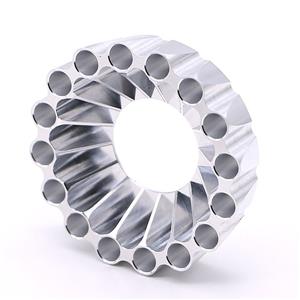
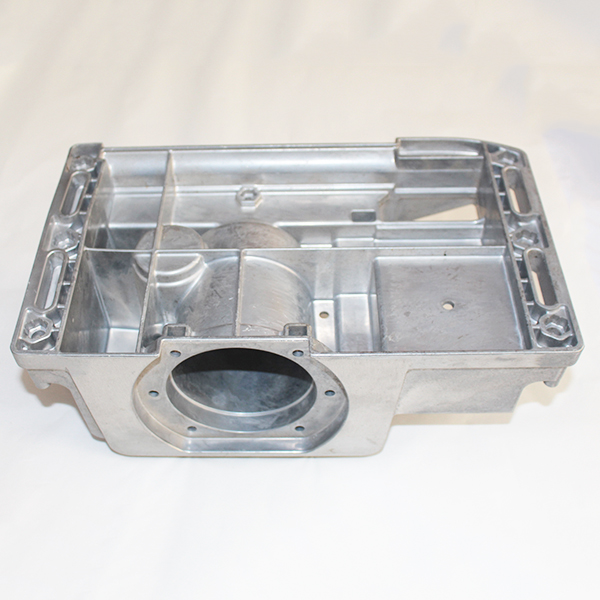
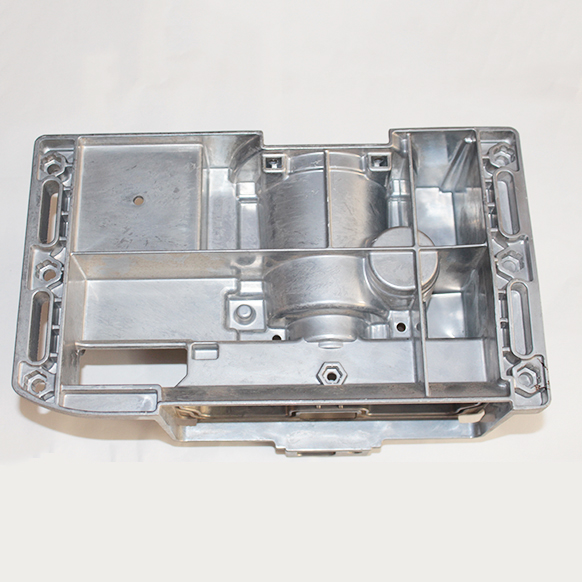
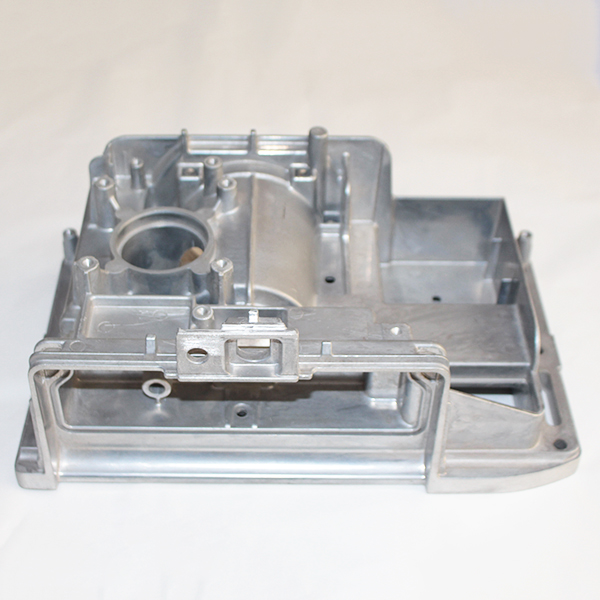
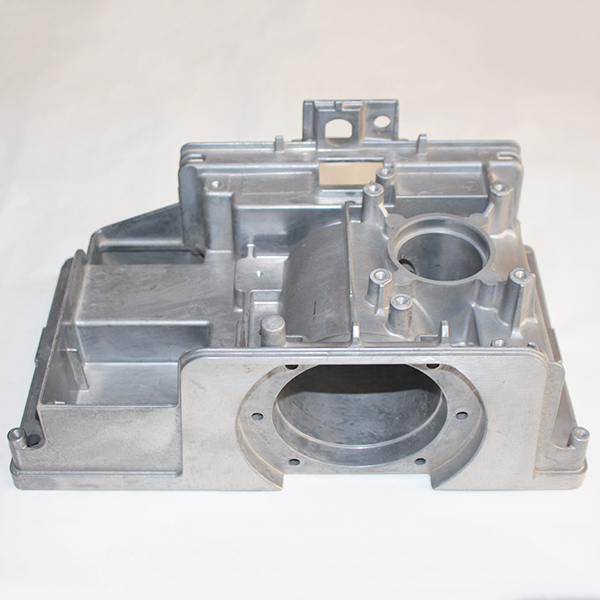
自動車用ダイカスト部品
- SHD Precision Tech
- 深セン
- 2週間
- 製品によって異なります
可変の壁厚
より厳しい公差
原材料から完成品までの工程が少ない
速い生産サイクル時間
材料スクラップの削減
長い工具寿命、特に亜鉛とマグネシウムの場合
主なパラメータ:
製品の種類 | ダイカストサービス | |||
材料 | アルミニウム合金、亜鉛合金、マグネシウム合金、真鍮など | |||
表面処理 | 陽極酸化、ブラッシング、亜鉛メッキ、レーザー彫刻、シルク印刷、研磨、粉体塗装など。 | |||
許容範囲 | ±0.01mm、納品前に100% QC品質検査、品質検査フォームを提供します。 | |||
試験装置 | 三次元測定機; 工具顕微鏡; 多関節アーム。自動身長計; 手動身長計; ダイヤルゲージ ; 大理石のプラットフォーム。粗さ測定。 | |||
ファイル形式 | STP/ステップ/AutoCAD(DXF,DWG)、PDF、TIF等 | |||
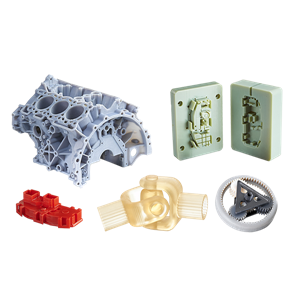
の手順&注意;ダイカスト工程
ホットチャンバーダイカストでもコールドチャンバーダイカストでも、標準プロセスでは、溶融金属を高圧下で金型に注入します。以下は、複雑なダイカストプロセスの手順です。
クランピング
ダイカストの最初のステップは型締めです。ただし、その前に、ダイを洗浄して不純物を除去し、固化した製品の注入と除去をより効果的に行うためにダイに潤滑剤を塗布してください。洗浄と潤滑を行った後、高圧で型をクランプして閉じます。
注入
注入したい金属を溶かしてショットチャンバーに流し込みます。この手順は、使用しているプロセスによって異なります。たとえば、ショット チャンバーはコールド チャンバー ダイカストでは低温ですが、ホット チャンバー ダイカストでは高温になります。その後、油圧システムで発生させた高圧で金属を金型内に射出します。
冷却
クランプしたまま、金属が冷えて固まるのを待ちます。固化した材料は、金型の設計と同様の形状になります。
排出
金型のクランプを解除した後、排出機構が固体鋳物を金型から押し出します。最終製品を取り出す前に、適切に固化していることを確認してください。
トリミング
これは最終ステップであり、完成品のスプルーとランナーの余分な金属を除去します。トリミングは、トリムダイ、鋸、またはその他の手順を使用して行うことができます。取り外した金属部品はリサイクル可能で、工程内で再利用できます。